







土工布铺设终了由现场监理工程师认可后铺设土工膜。HDPE土工膜上面的土工布采用自然搭接,土工膜上层土工布采用缝接或热风焊接。使其局部到达融熔状态,并立刻运用一定的外力使其牢牢地粘合在一同。土工布应采取另一办法一缝合衔接法,即用专用缝纫机停止双线缝合衔接,且采用防化学紫外线的缝合线。HDPE土工膜是目前垃圾卫生填埋场应用较广泛的土工膜,它防水质感好,具有很强的耐久性,不易腐蚀。HDPE土工膜热胀冷缩变形较大,因此在施工中应留出材料的热胀冷缩变形伸缩量。HDPE膜当天铺设当天完成,尽量减少皱褶及拖移,同时不宜拉得过紧,否则会因局部变形而产生的应力过大,造成HDPE膜破坏。在渗滤液碎石导排层施工过程中对HDPE膜的保护问题。渗滤液导排层一般选用卵石或碎石等材料,厚度不应小于30cm,由于垃圾填埋区面积大,碎石摊铺的工程量非常大,留出足够的空间给铺设场地对实施过程有很大的作用。由于HDPE土工膜的特殊性能使得它在绿化生态环境工程中受到了大众关注.其中生态护坡工程体系是采纳软体材质建筑柔性边坡、挡土墙并完成水库、坡岸的平面式绿化真正表现工程建立节能的、有生活的、会深呼吸的生态绿色工程.有了土工材料工程无需高能耗、高污染的钢骨、石灰、石块等硬体材质也可用来垂直或者。
HDPE土工膜是采用国内外大型石化企业生产的优质聚乙烯树脂,添加微量抗氧剂、抗紫外线剂经三层共挤吹塑而成,公司积多年的吹塑经验,与建设方密切合作,不断创新,追求完美,做满足客户要求的产品,力争将较可靠的产品呈献给顾客。
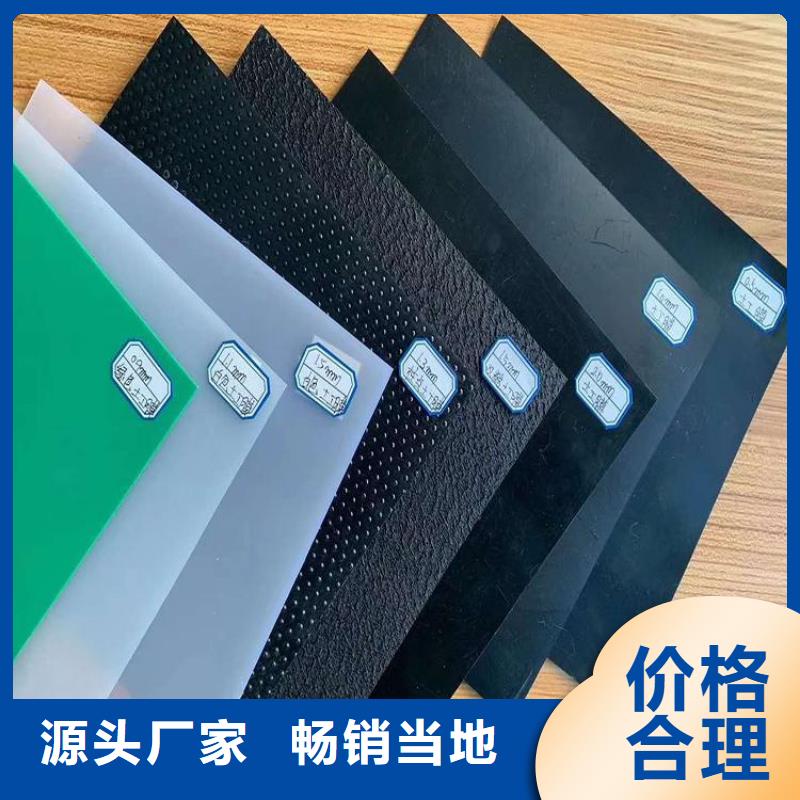
光面HDPE土工膜产品规格:幅宽:2m-12m;厚度:0.2mm-3.0mm执行标准:GB/T17643-2011土工膜产品质量过程控制:通常在拐角及畸形地段,应是接缝长度尽量减短。除特殊要求外,在坡度大于1:6的斜坡上距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。土工膜在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。土工膜铺设完成后,应尽量减少在膜面上行走、搬动工具等,凡能对防渗膜造成危害的物件,均不应放在膜上或携带在膜上行走,以免对膜造成意外损伤。铺设土工膜前应由土建工程相应的合格验收证明文件。土工膜裁切之前,应该准确丈量其相关尺寸,然后按实际裁切,一般不宜按图示尺寸裁切,应逐片编号,详细记录在专用表格上。复合土工膜时应力求焊缝较少,在质量的前提下,尽量节约原材料.
在扇形区应合理裁剪,使上下端的接点都得到牢固的锚固绿色环保糙面土工膜有怎样的良好应用呢。糙面土工膜表面上的柱点具有很强的摩擦系数,所以一般应用于堤坝、垃圾填埋场、铁路、公路、池塘、藕池等工程中应用,那么糙面土工膜的生产材料必须采用环保的,对于土壤和水质不会产生任何有害物质。为什么说糙面土工膜是环保产品,先从它的制作材料上分析,它是由有聚氯乙烯(PVC)和聚乙烯(PE)、EVA(乙烯/醋酸乙烯共聚物)是一种高分子化学柔性材料,比重较小、延伸性较强、适应变形能力高、耐腐蚀、耐低温、抗冻性能好。
污水处理厂在施工时会使用到复合土工膜,因为复合土工膜拥有的防渗性能得到消费者的认可,污水对于地下水的污染很严重所以在进行污水处理工程中要注意应用复合土工膜进行防渗,在施工中复合土工膜的铺设需要注意哪些问题呢。在堤坝上应用时,环保无污染的糙面土工膜的使用,可以在工程后期仍可以在堤坝上种植草皮,以防滑坡。主要起到防渗功能的是那层薄膜,除了自身的不透水性以外还需要注意铺设复合土工膜的施工质量,需要有四个注意事项。1.复合土工膜和支持材料平滑的接触面应力求避免失去它的防渗膜被刺穿的作用,否则罚款坐垫应设置为保护膜不损坏的。2、通常会在角落和相关畸形接缝长度应尽可能地缩短。除特殊要求,在斜坡坡度大于1:6坡度的顶部或应力集中区域1.5米范围内,尽量不设焊缝。3.复合土工膜连接本身,防渗膜连接可分为三种,即粘接方法,焊接方法和固化的方法,取决于原料制成的一种防渗膜的不同选择,所有的连接接头抗渗检查应开展以防止不好的连接和接缝处漏水。4、复合土工膜与周边边界的连接。
HDPE土工膜用玻璃纤维或高强聚酯纤维纱与无纺织物经编织造或粘合而成的新型复合土工材料,有机地结合了玻璃纤维和无纺织物两者的优良性能,除具备土工格栅所具有的高强度,低延伸、高弹性模量、耐温等特性外,还具有良好的防渗透及反滤能力,是一种多功能的HDPE土工膜,能有效地延长工程使用寿命,减少维修频次。土工膜对污水和化学作用有较好的耐性,不怕酸、碱、盐类的,在避光使用情况下,使用寿命长。HDPE土工膜具有高的抗拉强度、较低的延伸率,在路基工程中能有效地防止路面开裂,提高软土地基的承载能力,防止基础沉降,减少工程造价,提高施工效率,从而提高公路、铁路等工程的使用质量及使用寿命。hdpe土工膜是一种防渗性能非常好的施工材料,它在许多的水利工程中被应用。在复合土工膜铺设好以后,一般的检查方法也都是用肉眼去观察材料的两头是否平整、以及有无破损的情况。不过较好的方法还是用带有压力表的气筒往材料焊接处加压,当达压力值达到0.5MPa至2MPa时停止加压,并观察大约30秒左右的时间。