


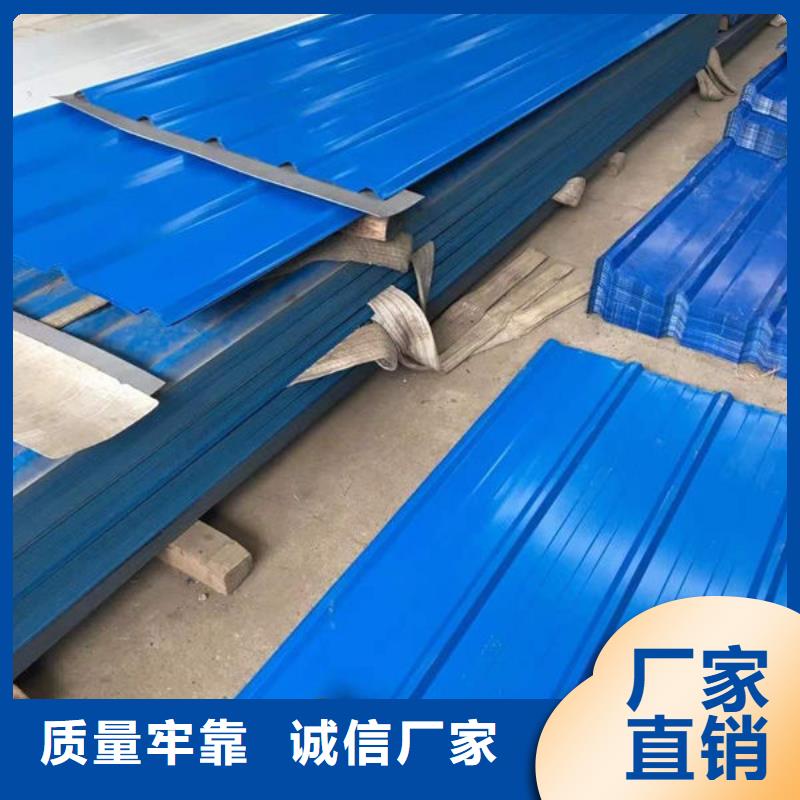






螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。它有着近100年的历史,首先德国人于1885年发明二辊斜扎穿孔机,1981年又发明了周期扎管机;接着1903年瑞士人施蒂费尔发明自动扎管机(也称顶头式扎管机),开始形成近代螺旋钢管工业;20世纪30年代由于采用了三辊扎管机,挤压机,周期式冷扎管机,改善了钢管的品种质量;60年代由于连扎管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了螺旋钢管与焊管竞争的能力;70年代螺旋钢管与焊管钢材正并驾齐驱,世界螺旋钢管产量以每年5%以上的速度递增;中国1953年后重视发展螺旋钢管工业,已初步形成扎制各种大、中、小型管材的生产体系。
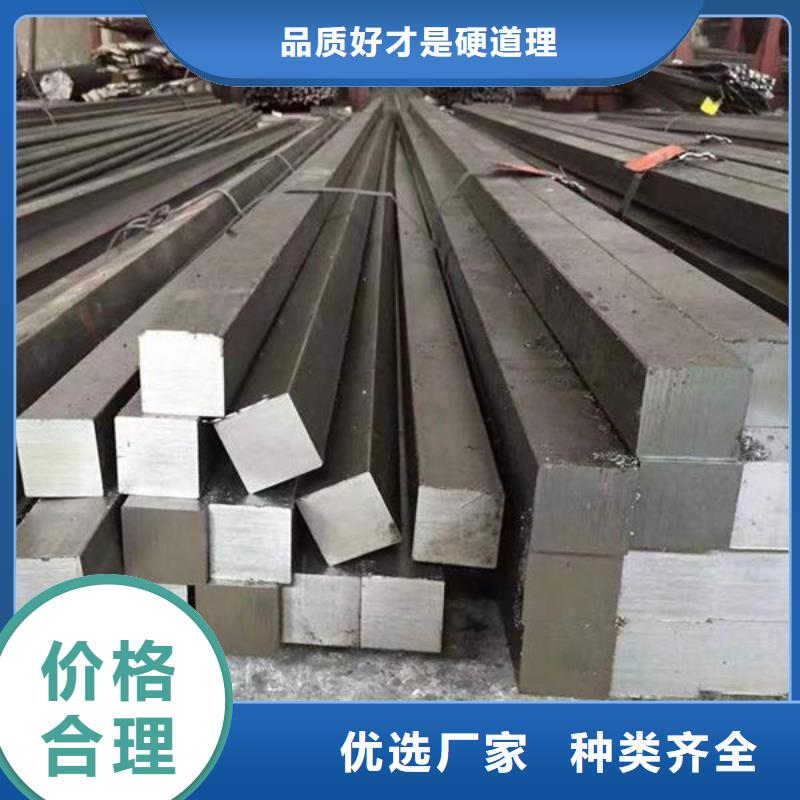
螺纹钢是中型以上建筑构件必须用钢材,中国每年都有一定进口批量。主要生产国和地区为日本、西欧。出口螺纹钢的数量有所增长,国内主要出口生产厂家为北京、天津、上海、武汉、四川、辽宁等省市的钢铁企业。输往地区主要为港澳及东南亚地区。进口螺纹钢的横肋几何形状主要为普通方形螺纹或普通斜方形螺纹。国产螺纹钢材的横肋几何形状主要有螺旋形、人字形、月牙形三种。螺纹钢的定货原则一般是在满足工程设计所需握紧性能要求的基础上,以机械工艺性能或机械强度指标为主。
在进行高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。
无缝钢管发展历史德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢材产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。
