



更新时间:2025-06-19 04:24:22 ip归属地:西藏,天气:小雨转中雨,温度:10-23 浏览次数:3 公司名称: 辰昌盛通金属材料(西藏分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 70/米 |
| 发货期限 | 1天 |
| 供货总量 | 10000米 |
| 运费说明 | 先付 |
| 小起订 | 1 |
| 质量等级 | A |
| 是否厂家 | 厂家 |
| 产品材质 | T2 |
| 产品品牌 | 辰昌盛通 |
| 产品规格 | 齐全 |
| 发货城市 | 山东济南 |
| 产品产地 | 济南 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 济南 |
| 产品重量 | 1 |
| 产品颜色 | 红色 |
| 质保时间 | 1年 |
| 外形尺寸 | 齐全 |
| 适用领域 | 导电 |
| 是否进口 | 是 |
| 质量认证 | AAA |
| 产品功率 | A |
| 工作温度 | 620 |
| 材质 | T2 |
| 产地 | 天津 山东 |
| 导电率 | 100 |
| 规格 | 2*10-20*200 |
| 颜色 | 红的 |
| 可定制 | 是 |
| 折弯 | 是的 |
| 范围 | 【接地铜带100*0.3】供应范围覆盖西藏 拉萨市、昌都市、阿里市、林芝市、那曲市、日喀则市、山南市等区域。 |






铜排又称铜母线、铜母排或铜汇流排、接地铜排,是由铜材 质制作的,截面为矩形或倒角(圆角)矩形的长导体,在电路中起 运送电流和衔接电气设备的效果。 现在铜母线的质量要求履行的 是 GB/T 5585.1-2005 标准。 常用工业用纯铜按所含杂质的多少,分为 1 号、2 号、3 号、 4 号 4 种牌号。1 号铜(代号 T1)含杂质总量不大于 0.05%,2 号 铜(代号 T2)含杂质量不大于 0.1%,3 号铜(代号 T3)含杂质总量 不大于 0.3%,4 号铜(代号 T4)含杂质总量不大于 0.5%。电线、 电缆大多是用 T1 或 T2 号铜制作的。
规格型号:厚度*宽度*长度。厚度一般为 3、4、5、6、8、10 等, 宽度可按需方要求制作, 长度一般为 6 米, 首要规格如下: 3*15、 3*20、 3*25、3*30、3*40、4*30、4*40、4*50、5*40、5*50、5*60、6*50、 6*60、6*80、8*60、8*80、8*100、8*120、10*60、10*80、10*100、 10*120 等 依据铜排原料的不同现货价也就不同。 铜排一般报价为 60-80 T3 元每千克,也就是 60000-80000 元/吨,加工费一般为 2000-4000 元/ 吨。
T1、T2紫铜排的化学成分列表及使用
T1紫铜排的化学成份 Cu+Ag99.95%,P0.001%,Bi0.001%,Sb0.002%,As0.002%,Fe0.005%,Ni0.002%,Pb0.003%Sn0.002%S0.005%,Zn0.005%,O0.02%。 T2紫铜排的化学成份 Cu+Ag99.95%,Bi0.001%,Sb0.002%,As0.002%,Fe0.005%,Pb0.005%S0.005%。
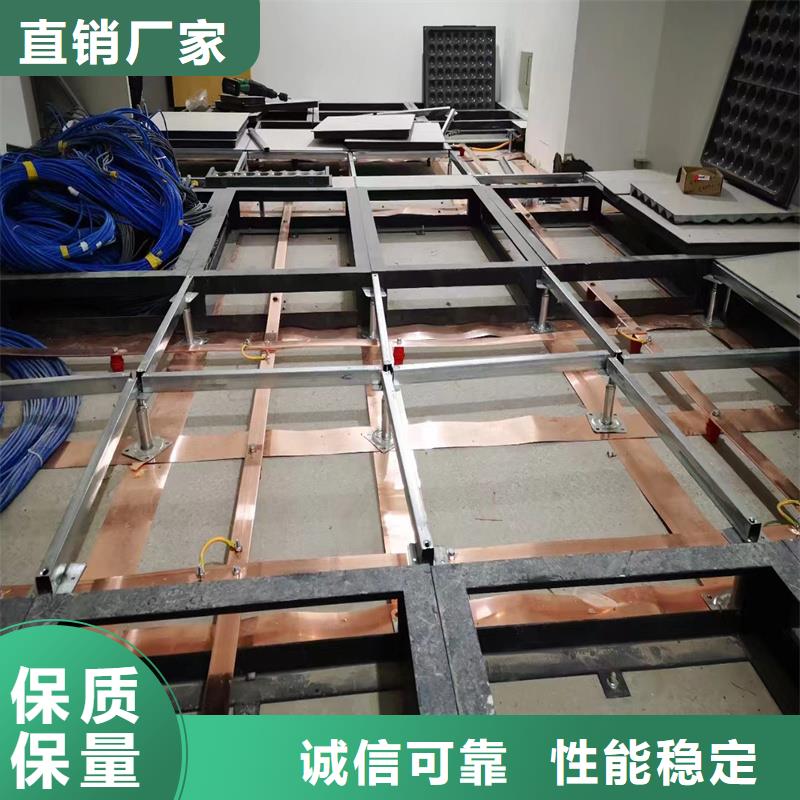
综上咱们能够分析,T2紫铜排因为杂质较T1紫铜排更少,所以愈加具有的导电性、导热性、延展性和耐蚀性。所以用T2紫铜制造而成的T2紫铜排,具有高度导电性,导热性,延展性和耐腐性性,是用于制造换热设备(如冷凝器等)、以及高精度液压测验体系的不贰挑选。一起因为以上特性,因而它被广泛用于制造发电机、母线、电缆、开关设备、变压器等电工器件和热交换器、管道、太阳能加热设备的平板集热器等导热器件。
相关内容:
直销T3紫铜排 直销:T1、T2、T3紫铜排

.关于铜排制造加工工艺有了理性和实践的操作经历;
1.铜排制造人员的根本要求
制造人员有必要通过铜排加工训练。 制造人员有必要逻辑思维才能较强(需具有必定的天分条件)。 制造人员有必要有必定的膂力。 制造人员有必要能吃苦耐劳。
2.铜排加工设备的操作及维护
制造人员有必要彻底依照设备的操作说明书来操作,不得违规操作形成人员、设备的损害损坏。 铜排机的模具以及配件要坚持无缺。 设备有必要定时保养。 设备的保养准则要完善。 多工位母线加工机 初次开机前有必要先给油箱注油,避免损坏油泵。 有必要仔细阅览运用说明书,了解机器的结构、功能和操作办法。 不要带围巾或川大衣之类的衣服操作。用正确的办法进行作业,以便在发作缺点时赶快泊车和脱节风险。 假如环境温度低于0℃时,作业前应先开机空起色分钟。 装置、调试(对模、调整刀片空隙)或拆开模具,有必要由了解机器的人依照规则的规程进行。 当机器开动时,切勿把手或身体的一部分放在上下模(刀片)之间,避免发作事端。 全部杂物及 东西勿放在作业台上,避免轧入模具或刀口而形成事端。 因为本机器可多人操作,所以有必要有专人担任指挥出产。 必定要依据铜排(或铝排)的厚度挑选号剪切刀片和冲模的空隙及折弯圆角半径。 在替换模具时必定要停机,避免发作风险。 在操作时,拿着工件等候滑块下行时有必要当心。 应定时查看刀片和冲模刃口尖利程度,入发现刃口变钝,应及时修磨或替换。 坚持油液清洁几油路晓畅,每班给各单元运动部件加润滑油。 电气与液压元件有必要保证动作灵敏与方位正确,发现不正常现象时有必要当即泊车查看。 不作业时关断各单元作业按钮,关断操作盘上的电源开关。 